- Engineering
- Measuring systems
- Machine qualification
-
Components
-
Systems
-
Learn more
-
- Expertise
-
About IBS
-
Our Story
-
Learn More
-
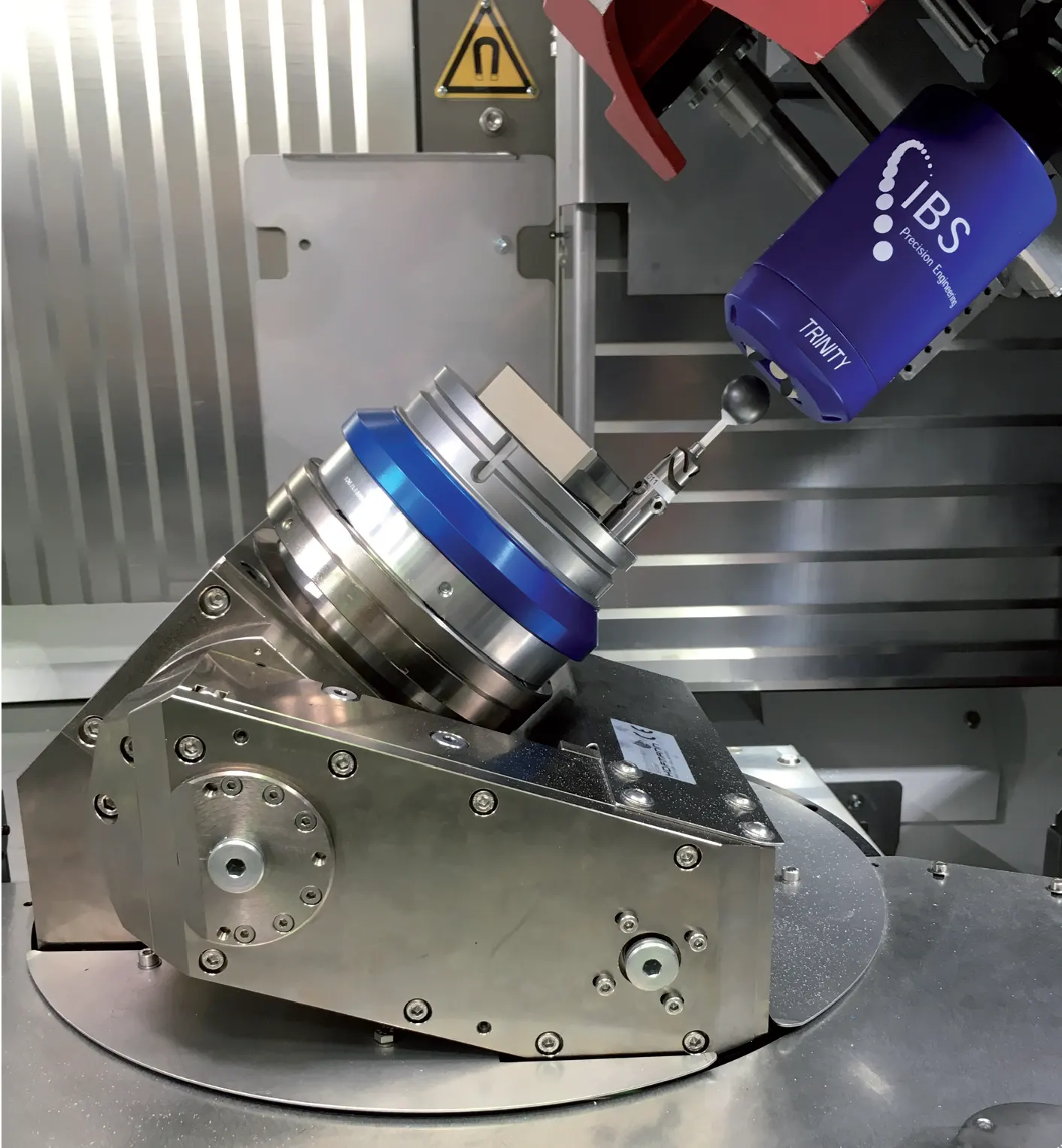
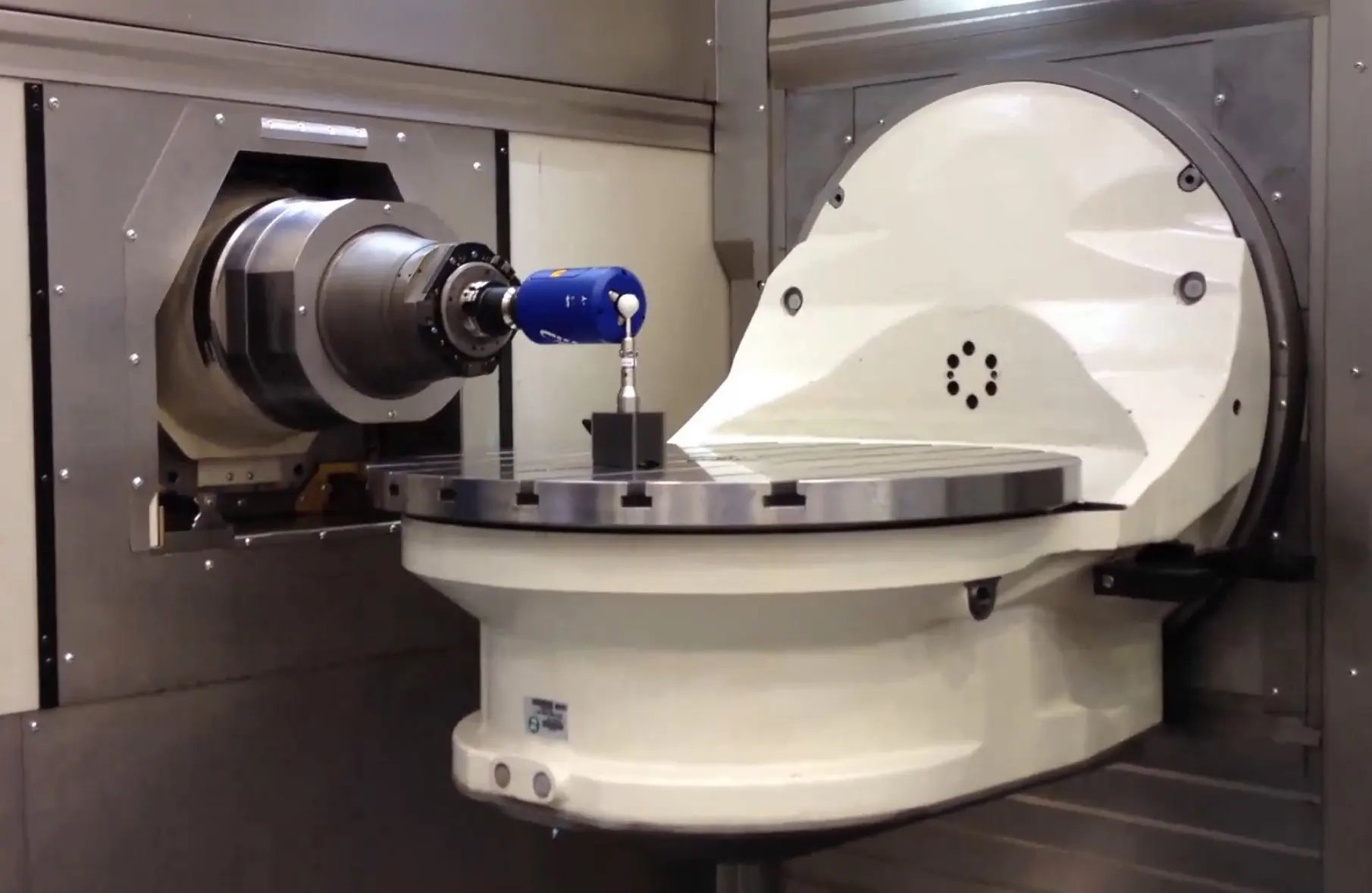
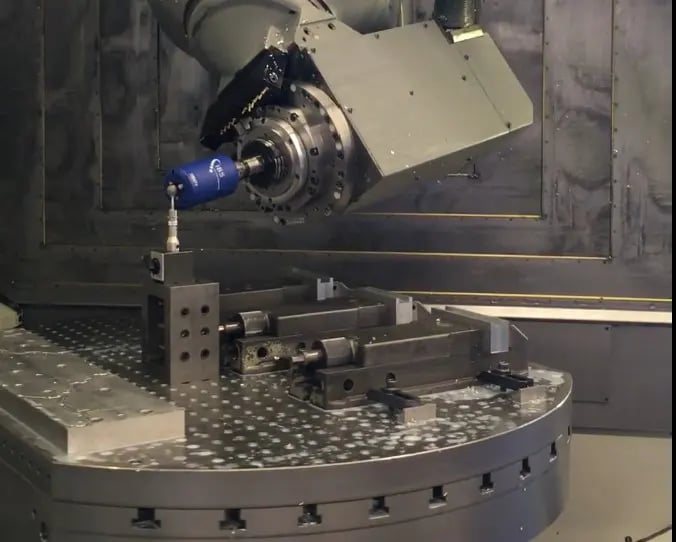
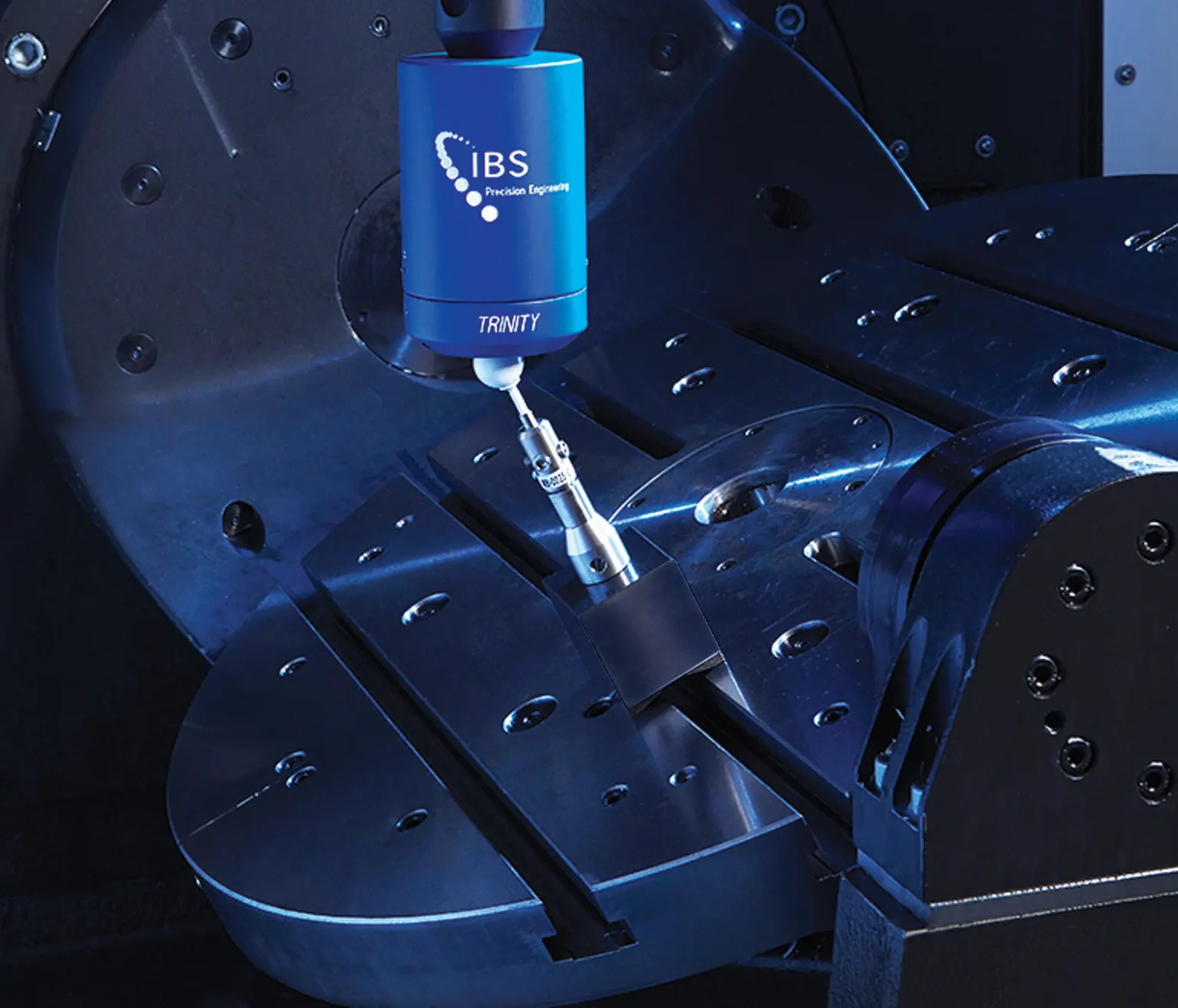
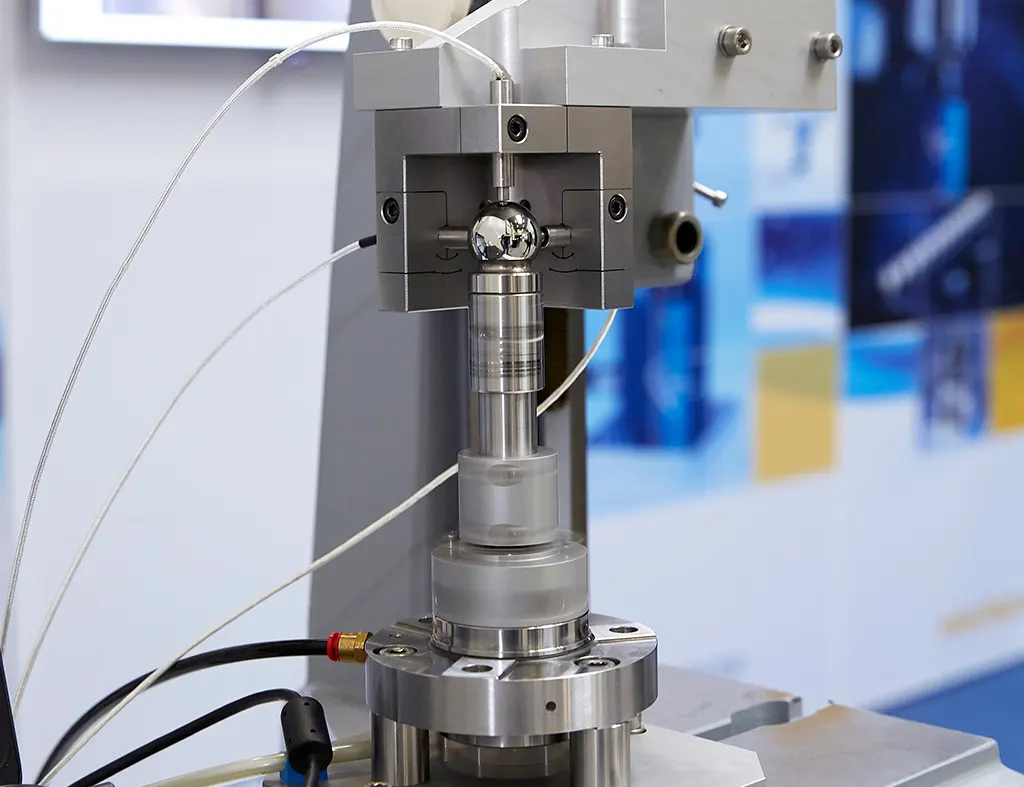
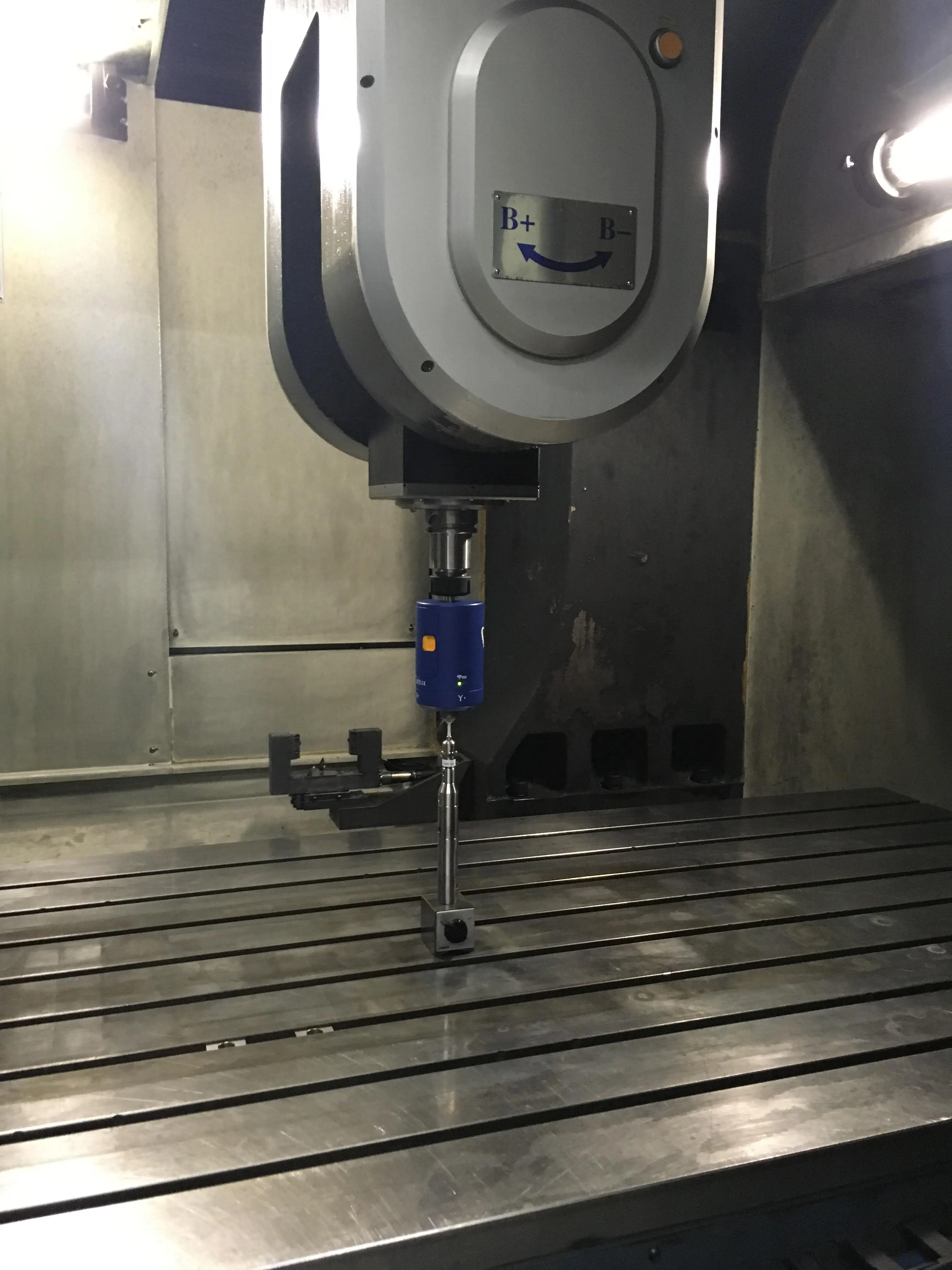
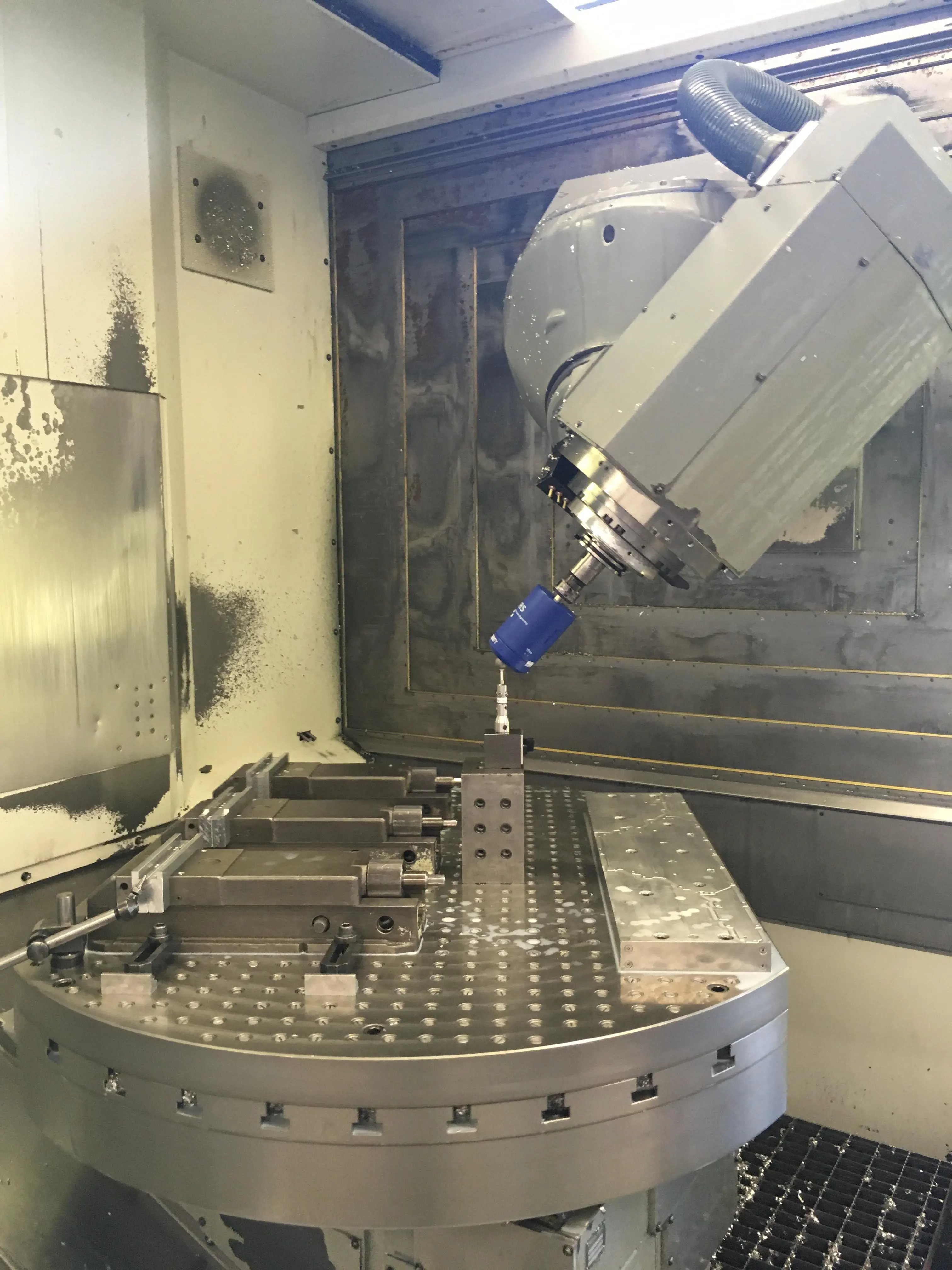
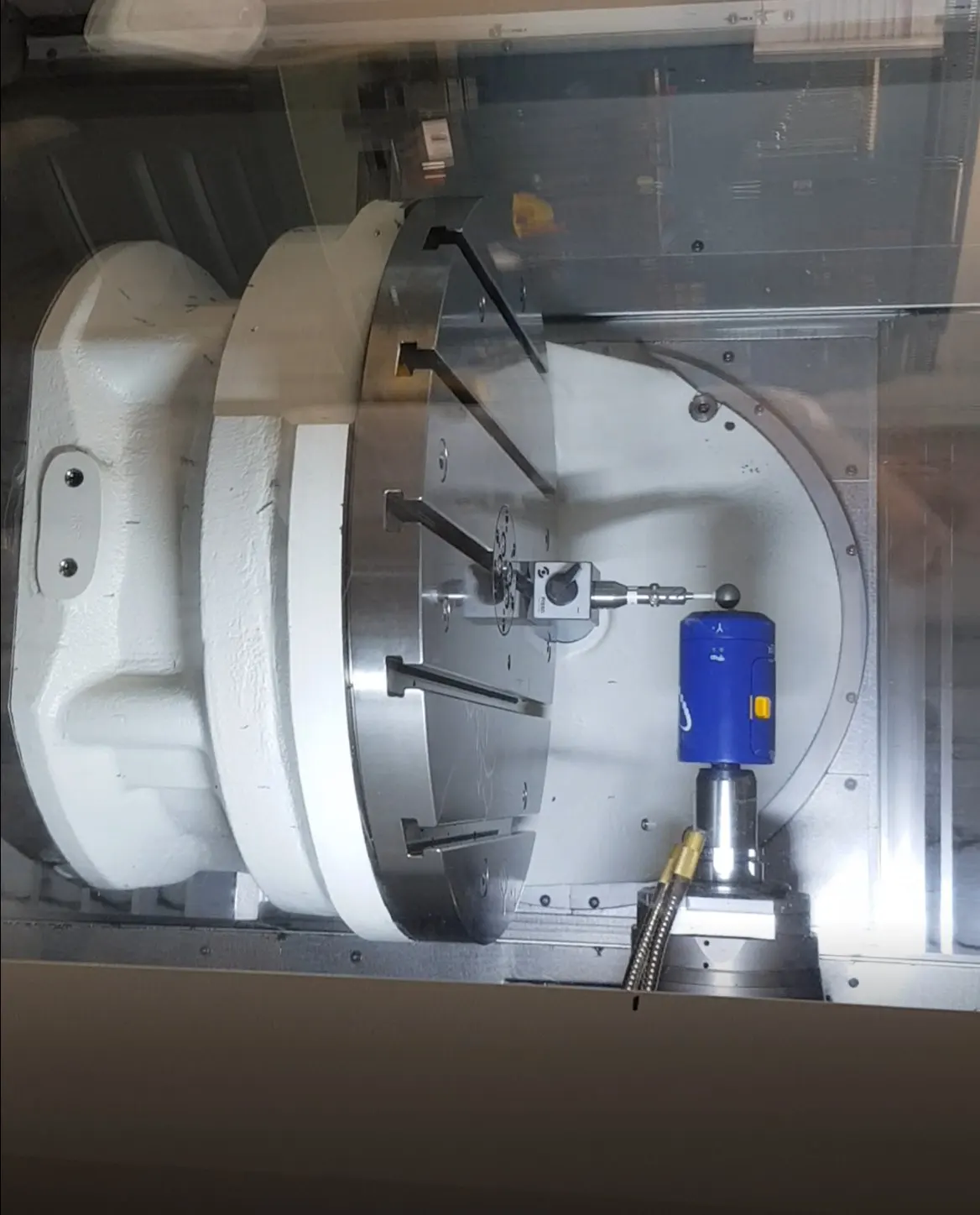
For comprehensive analysis and diagnostics of 5-axis machine tools, the Rotary Analyzer places full capability in your hands. Machine tool developers and professional maintenance providers can quantify 4- and 5-axis machine performance in real time with both static and dynamic measurement possible.


' I'm a big fan of the probe.... it will be an excellent tool to put into production. Calibration of our 3 axis rotary table would have simply been impossible without it.'